
当欧洲客户的一封邮件躺在你的收件箱,里面写着:“来料检验检出气孔超标,整批 Block(锁定)。”
此时,你或许正身在国内的工厂,亦或在家里陪伴家人。因为时差、假期,电话无法接通,而德国客户的产线正等着这批零件装配。对方质量经理的措辞里充斥着 “Containment” 和 “8D”…… 你知道,麻烦来了。
在耐思通处理过的众多跨国客诉中,绝大部分问题不是在技术上解决不了,而是在流程、沟通和响应速度上卡住了。该先跟客户确认什么?什么时候派人到场?怎么通过现场协商降低不良率?怎么说服客户特采或允许返工?
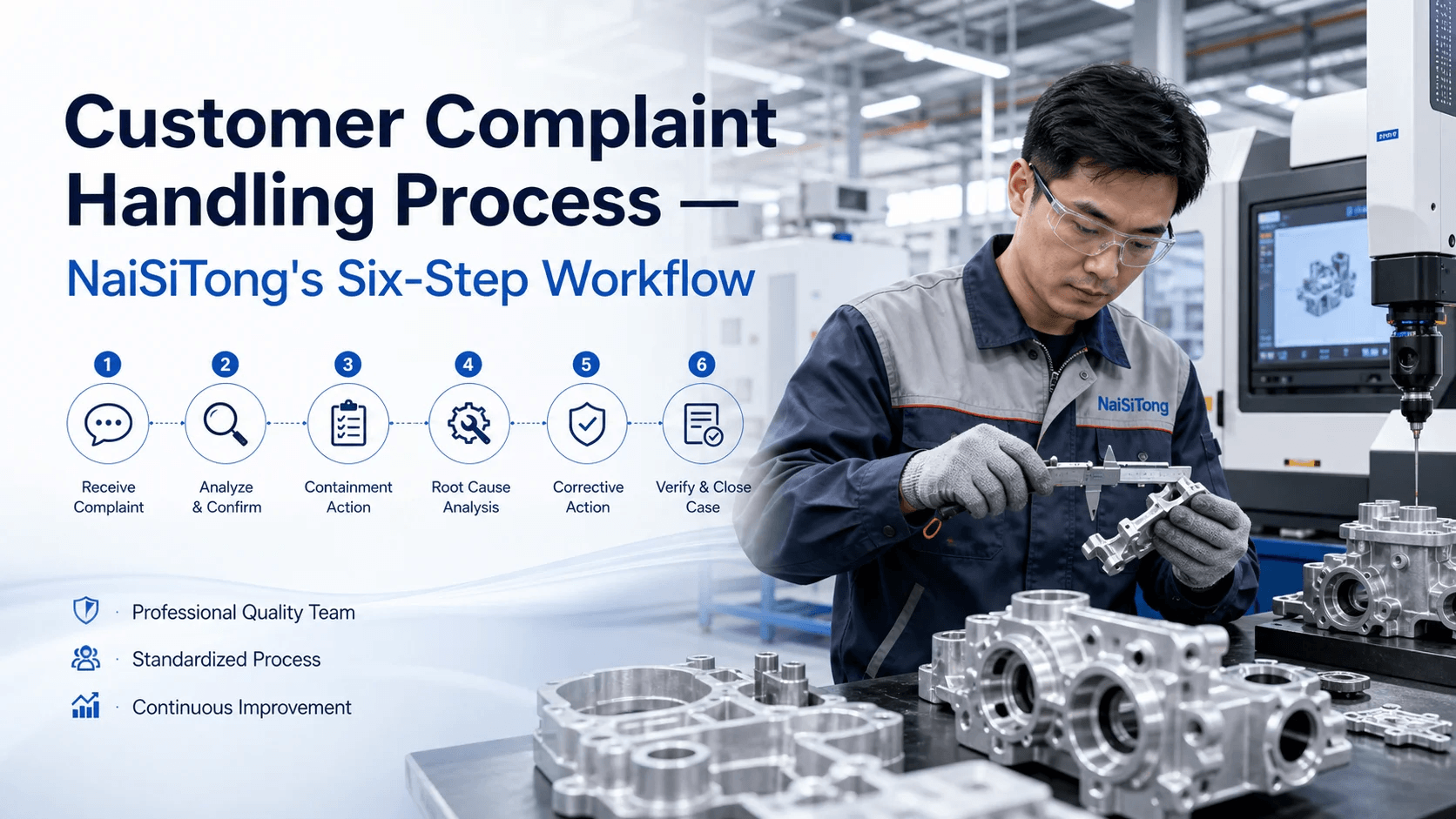
我们将整个危机处理过程拆解为标准六步法。每一步都有明确的目标、交付物和防坑要点,以下为您逐一拆解:
📌 第一步:项目启动 —— 还原现场,拒绝”盲人摸象”
核心任务:不是盲目在内部下结论,而是精准还原第一现场。
客户投诉通知到达的那一刻,多数工厂的第一反应是内部排查:翻检验记录、拉产线开会、找模具师傅看样件。这没错,但顺序错了。
客户说的”气孔超标”和你的”气孔超标”可能是两码事。客户用 X 光检测,你出厂时可能只做了目视抽检;客户说的”整批判废”,实际上也许只是 10 个样品里发现了 3 个缺陷。在没有现场一手信息之前做内部检讨,相当于蒙着眼睛下诊断。
这一步,耐思通的工程师会与您进行一次结构化的项目沟通,迅速厘清三件事:
- 投诉的技术细节:客户引用了什么标准?缺陷照片在哪里?批次号、零件号、发货日期是什么?——越精确越好。
- 客户的真实诉求:对方只是要 8D 报告,还是要求立即派人现场挑选?是否已启动 Containment?有没有停线(Line Stop)风险?每日产线装配缺口是多少?
- 工厂端已知信息:这批货出厂前做过哪些检验?留样还在不在?该零件之前有没有类似反馈?可能是什么原因造成的?
💡 交付时效:此步骤通常在 1 个工作日 内完成。信息一旦对齐,你就能准确判定事件的严重等级,知道下一步该往哪走。
📌 第二步:联系客户 —— 建立专业对接,管理客户期望
核心任务:把沟通从”传话”变成”技术对等谈判”,建立专业信任。
很多中国工厂在这个环节会习惯性让销售或外贸跟单去跟欧洲客户沟通。销售往往不懂压铸技术细节,而客户的质量经理也没耐心去解释标准,两边的对话很快就会变成低效的相互推诿。
关键点在于:建立专业信任。 客户在危机时刻,需要听到的是一个能跟他讨论缺陷类型、检验标准、提出解决方案的对话者,而不是一个只会反复说”我们在查”的传话人。
耐思通的工程师会直接与您的客户质量团队对接,用对方熟悉的语言(德语/英语)及专业术语,确认以下内容:
- 缺陷的具体分类(气孔、缩松、冷隔还是尺寸超差)
- 缺陷的批次比例和严重程度
- 客户期望的响应时间与是否需要立即启动现场挑选
💡 防坑提示:管理客户期望至关重要。很多客户在投诉初期会提出不切实际的要求(如:48 小时内将整批货退运加全检)。耐思通工程师会用事实和数据帮客户理解合理的响应周期,既不让客户觉得你在拖延,也不让你被不合理的需求压垮。
📌 第三步:客户拜访 —— 面对面定标准,把损失”拦截在车间里”
核心任务:确认缺陷边界,校准检验标准,最大程度减少工厂损失。
远程沟通再充分,也替代不了现场看一眼。缺陷的判定永远是在客户的车间里完成的,而不是在微信群里。
耐思通工程师会在接到通知后 24 至 48 小时内 抵达欧洲任意客户现场(德国境内 24 小时,欧盟及申根区其他国家 48 小时)。拜访的核心目的分为三个层次:
- 第一层:确认缺陷边界。 客户说的”气孔超标”,现场一看可能只是表面可见的轻微气孔,也可能是 X 光下的内部缩松。缺陷的最终判定,必须用客户的量检具、按客户的标准在现场复检。
- 第二层:校准检验标准(最易被忽略的关键点)。 欧洲来料检验员有他的判断习惯,国内出厂检验员有另一套标准。如果不面对面把”什么是可接受,什么是不可接受”的样本对齐,即使你派人挑了,对方后续还是会判不合格。耐思通工程师会当场制作边界样品(Borderline Samples),统一双方判断尺度。
- 第三层:最大程度减少损失。 现场判断之后经常发现:整批货里往往只有 30% 需要返工,60% 可以直接使用,10% 报废。如果没有专业人员在现场把这三类分出来,客户最安全的做法就是”整批退回”。一趟空运来回加关税加停产罚款的成本,足够你在欧洲养两年驻厂工程师。我们的工程师能在现场帮你把”退货”降级为”挑选”,把”全检”降级为”特采”或”批次性挑选”。
📌 第四步:方案拟定 —— 用数据说话,速度就是专业信号
核心任务:现场拜访结束后 1 个工作日内,出具清晰的挑选与返工方案。
现场拜访完成后(通常在拜访现场直接与客户确认),耐思通会在第一时间出具针对性的执行方案。这份方案不是走形式,它是后续所有决策的基础,通常包含:
- 缺陷分类统计:按缺陷类型、严重程度、批次分布进行量化统计。
- 挑选方案建议:全检还是抽检、检验标准统一细则、检验位(Sorting Station)的设置。
- 返工可行性评估:哪些缺陷可以返工、返工后能否恢复规格、返工成本与报废成本的对比。
- 工作量预估:需要多少工时(Man-hours)、几天完成、需要什么辅助设备。
💡 防坑提示:这一步最忌讳”报告出得慢”。客户在等方案,产线面临停工,每拖一天都是巨额成本。快不仅是速度,更是专业度的体现。
📌 第五步:挑选与返工 —— 执行才是硬通货,动态争取最优结果
核心任务:严格按标准、按作业指导书执行,同时动态优化标准,死守质量底线。
前面四步做得再漂亮,如果现场执行不到位,一切归零。耐思通在执行阶段遵循四个铁律:
- 作业指导书先行:挑选开始前,工程师根据上一步方案与工厂确认《挑选作业指导书》,明确检验顺序、判定标准、记录格式。
- 全员培训:所有参与挑选的人员,在动手前必须通读作业指导书并通过标准样件测试。
- 工程师驻场管理:明确边界判定。遇到作业指导书没有覆盖的异常状况,当场记录、当场沟通,不停工、不等靠。
- 全数据记录:每件缺陷品的位置、类型、照片、判定结果都有清晰记录。数据是结案报告的血肉。
🔥 耐思通的特有优势(动态重估机制):挑选现场是信息密度最高的地方。在客户产线恢复后,我们的工程师会重新评估不良类型、严重程度和不良比例。
在保证不影响产品功能的前提下,我们会主动、积极地去跟欧洲客户(SQE/质量经理)协商放宽挑选标准、探讨返工可行性。比如:针对非外观面的轻微划痕/磕碰伤、洁净度要求不高产品的微小毛刺。通过现场的技术博弈,尽可能帮国内工厂降低不良率,在减少客户损失的同时,也提升客户对工厂的满意度。
📌 第六步:客诉反馈 —— 结案不是终点,而是海外情报的起点
核心任务:进行多方结案闭环沟通,并为你带回欧洲一线的”核心情报”。
挑选做完了,报告也交了,很多人觉得客诉就此关闭。但真正拉开出海企业差距的,是最后这一步。耐思通工程师会与您、以及客户一起做一个深度的结案沟通:
📊 1. 交付标准结案数据
- 一共挑选了多少产品?各类不良的精准数量是多少?
- 成功返工了多少数量?最终放行的 OK 产品数量是多少?
🔍 2. 基于数据的技术复盘
- 缺陷的根本原因(Root Cause)分析:基于现场挑选数据(是随机分散还是集中在某个模具腔号?),提供真实的成因分析,帮工厂工艺和检验流程做针对性调整。
- 时间线总结:客诉初期的混乱情况如何?我们如何积极处理、层层推进?最终拿到了怎样的结果?
🤝 3. 独家价值:欧洲一线”商业情报”分享
除了技术报告,我们还会跟国内工厂无保留地分享:
- 客户工程师的沟通情况:对方在这次事件中的真实态度和反馈。
- 对方团队的性格与处处方式:谁是严苛的原则派?谁是好说话的灵活派?
- 客户未来关注的核心点:下一批货物入境时,对方会盯着哪个检测指标?
💡 防坑提示:很多工厂花了大力气做挑选,但因为结案沟通做得潦草,客户心里仍有疑虑——一旦下一个批次再出一次类似问题,CS1(受控发运阶段 1)就来了。结案的核心价值,是让欧洲客户相信你拥有自愈能力,不会再犯同样的错误。
耐思通的六步流程是一条完整的闭环链路,而不是断开的单点服务。从接到通知到最终结案,每一步的信息都在积累,每一步的决策都在为下一步的商业谈判铺路。
当你下一次在欧洲客户的产线边上,看着耐思通的工程师做挑选和技术谈判的时候,你看到的不只是有个人在替你干活——你看到的是一条经过各种棘手客诉打磨出来的标准流程(SOP)。它帮你把海外的失控,重新变成可控。