
Die Automobilindustrie durchläuft derzeit eine Transformation, deren Tempo und Tiefe selbst Branchenveteranen überrascht. Während sich die öffentliche Debatte auf Reichweiten, Ladeinfrastruktur und Batterietechnologie konzentriert, vollzieht sich in den Gießereien dieser Welt eine stille Revolution — eine, die kein einziges Presse-Statement bekommt, aber darüber entscheidet, ob ein E-Fahrzeug sicher, dicht und rentabel vom Band läuft.
Im Zeitalter des Verbrennungsmotors war die Aufgabenstellung für den Druckguss vergleichsweise überschaubar: Motorblöcke, Getriebegehäuse, Ölwannen. Die zentralen Qualitätskriterien hießen mechanische Festigkeit und Maßhaltigkeit im üblichen Toleranzrahmen. Mit der Elektrifizierung des Antriebsstrangs hat sich das Lastenheft fundamental verschoben. Ein E-Motor-Gehäuse ist kein Getriebegehäuse mit anderem Logo — es ist ein völlig anderes Bauteil mit völlig anderen physikalischen und elektrischen Grenzbedingungen.
Die deutschen Premiumhersteller — Mercedes-Benz, BMW, Audi, Volkswagen — haben auf Basis von Rahmenwerken wie VDA 19 und den ZVEI-Leitfäden zur Technischen Sauberkeit in der Elektrotechnik ein Qualitätsregime etabliert, das die Zulieferkette vor eine der anspruchsvollsten Transformationen ihrer Geschichte stellt. Wer heute Druckgussteile für ein E-Fahrzeug-Programm anbietet, spricht nicht mehr nur über Zugfestigkeit und Porosität. Er spricht über Partikelzählung, Gratfreiheitsklassen, Vakuum-Dichtheitsprüfung und die Physik ultradünner Wandstärken.
Dieser Artikel zeichnet die fünf technischen Dimensionen nach, in denen sich die Spielregeln für Druckgießereien grundlegend verändert haben.
1. Technische Sauberkeit: Vom „ölfrei“ zum „chip-tauglich“
In einem konventionellen Getriebegehäuse durfte etwas Aluminiumabrieb anfallen — das Öl spülte ihn weg, der Filter fing ihn auf, die Mechanik verzieh einiges. In einem E-Antriebsgehäuse sieht die Welt anders aus. Wenige Millimeter neben den hochbelasteten Lagersitzen sitzt die Leistungselektronik. Zwischen der 800-Volt-Schiene und dem Gehäuse liegt eine Luftstrecke, die man in Mikrometern misst. Ein einzelnes leitfähiges Partikel an der falschen Stelle kann in dieser Umgebung zur Katastrophe führen.
Das Problem sind lose Metallpartikel. Beim Gewindeschneiden, Entgraten und spanenden Nachbearbeiten von Druckgussteilen entstehen mikroskopisch kleine Aluminium- und Kupferspäne. In einem Verbrenner-Umfeld waren sie ein kosmetisches Ärgernis. In einem E-Antriebsstrang sind sie eine reale Brandgefahr. Ein Aluminiumspan, der sich durch Vibrationsbelastung aus einem Gewindegrund löst, kann auf einer bestückten Leiterplatte landen und zwei benachbarte Pins auf 800-Volt-Potenzial brücken. Die Folge: ein Lichtbogen, ein durchbrannter IGBT-Leistungshalbleiter, im schlimmsten Fall ein thermisches Durchgehen der Batterie.
Die Messlatte kommt aus der Elektronikfertigung. Der VDA-Band 19.1 und der ZVEI-Leitfaden „Technische Sauberkeit in der Elektrotechnik“ liefern den methodischen Unterbau: Wie extrahiert man Partikel von einer Bauteiloberfläche? Wie klassifiziert man sie nach Größe, Form und Material? Die konkreten Grenzwerte — und das ist wichtig zu verstehen — sind nicht im Standard selbst festgeschrieben. Sie werden produktspezifisch zwischen OEM und Zulieferer vereinbart. In den aktuellen E-Antriebsprogrammen deutscher Hersteller hat sich jedoch ein praktischer Korridor etabliert: metallisch-reflektierende Partikel wie Aluminium- oder Kupferspäne werden in ihrer maximalen Längsausdehnung auf 100 μm bis 150 μm begrenzt. Zum Vergleich: ein menschliches Haar hat etwa 70 μm Durchmesser. Ein Standard-Reinraum der Klasse ISO 7, wie er in vielen mechanischen Fertigungen üblich ist, toleriert Partikelgrößen, die um den Faktor 10 bis 20 darüber liegen. Die Anforderung an ein E-Motor-Gehäuse ist faktisch ein Sprung von der mechanischen in die elektronische Sauberkeitsklasse.
Die Konsequenz für die Gießerei: Partikelreinheit ist keine abschließende Waschoperation mehr, die man dem Teil hinterherschickt. Sie muss prozessbegleitend sichergestellt werden — durch saubere Entgratstationen, partikelarme Transportbehälter, regelmäßige Badwechsel in den Waschanlagen und eine Dokumentation, die im Reklamationsfall lückenlos nachweist, wann welches Teil welchen Reinigungsprozess durchlaufen hat. Eine Gießerei, die heute noch mit Druckluftlanzen und einem Eimer Waschbenzin arbeitet, wird bei der nächsten OEM-Auditierung scheitern.
2. Grat, Schülpen und Kaltläufe: Oberflächendefekte, die keine zweite Chance bekommen
Im Verbrenner-Umfeld wurden viele Oberflächenfehler toleriert, solange sie die Funktion nicht beeinträchtigten. Ein leichter Grat an einer nicht-funktionalen Kante, eine dezente Schülpe auf einer unkritischen Fläche — das gehörte zum Tagesgeschäft und wurde in der Wareneingangsprüfung mit einem Schulterzucken quittiert. In den aktuellen E-Mobilitäts-Projekten von Mercedes, BMW, Audi und VW ist die Toleranz gegenüber solchen Befunden radikal geschrumpft.
| Defektart | Typische Projektanforderung (E-Mobilität) | Risiko bei Nichtbeachtung |
|---|---|---|
| Grat (Bart) | Maximale Höhe 0,2 mm; Kanten müssen gratfrei und glatt sein | Gratpartikel brechen unter Vibration ab und werden zu leitfähigen Fremdkörpern im Elektronikraum |
| Schülpen / Oberflächenablösungen | Keine sichtbaren Ablösungen oder Schichtablösungen an der Bauteiloberfläche | Abgelöste Aluminiumlamellen können Isolationsschichten durchschlagen und Kurzschlüsse auf Hochvolt-Potenzial verursachen |
| Kaltlauf / Kaltschweißnaht | Keine Kaltlaufspuren an lasttragenden Flächen und Angusspfaden | Unverschweißte Grenzflächen öffnen sich unter hochfrequenter Schwingbelastung — Rissbildung, Strukturversagen, Leckage |
Die Tabelle liest sich streng, weil die Realität streng ist. Ein Grat von 0,3 mm — vor fünf Jahren noch im Gutteilbereich — kann bei einem heutigen E-Antriebsgehäuse eine ganze Charge sperren lassen. Der Grund ist nicht, dass der Kunde pingeliger geworden wäre. Der Grund ist, dass ein einzelner Grat, der sich im Feld unter Vibrationslast ablöst, statistisch irgendwann in den falschen Hohlraum gerät. Wenn dieser Hohlraum die Leistungselektronik beherbergt, kostet der Grat nicht die Charge — er kostet das Vertrauen.
Wichtig für den Einkauf und die Qualitätssicherung: Die vier großen deutschen OEMs — innerhalb der Branche oft informell als „BBAW“ zusammengefasst — arbeiten nicht mit einem einheitlichen Abnahmestandard. BMWs GS-Norm, VWs Konzernnorm, Mercedes’ DBL-System und Audis eigenes Regelwerk definieren Annahmekriterien, Prüfmethoden und Fehlerkataloge jeweils autonom. Die Abkürzung „BBAW“ ist ein Praktikerbegriff, kein formales Regelwerk. Wer ein Angebot für ein bestimmtes OEM-Projekt kalkuliert, muss die kundenspezifischen Vorgaben Punkt für Punkt kennen. Was bei BMW im Rahmen der GS 96006 als akzeptabel gilt, kann bei VW nach VW 50018 bereits außerhalb der Spezifikation liegen.
3. Gigacasting: Wenn die Gießzelle zum Fabriksegment wird
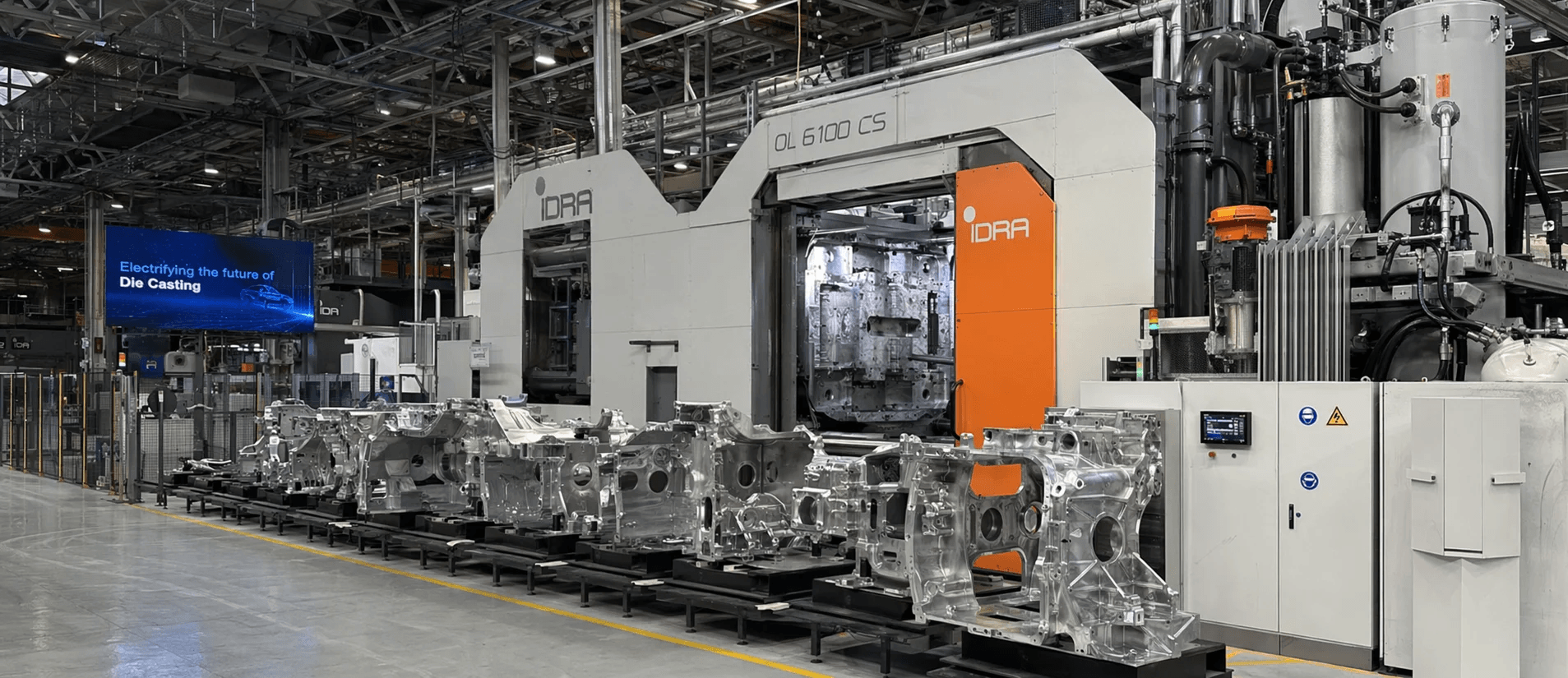
Die vielleicht sichtbarste Veränderung der letzten fünf Jahre ist der Sprung in den Dimensionen. Was Tesla 2020 mit der Idra OL 6100 CS — einer 6.000-Tonnen-Druckgießmaschine für das Model-Y-Hinterwagen-Strukturteil — begonnen hat, ist zu einem branchenweiten Wettrüsten eskaliert. Statt rund 70 gestanzter und geschweißter Einzelteile entsteht das hintere Bodenblech heute als ein einziges Aluminium-Gussteil. Der nächste logische Schritt folgte zügig: 9.000 Tonnen, 12.000 Tonnen, 16.000 Tonnen Schließkraft. In der Branche wird bereits über 20.000-Tonnen-Maschinen gesprochen — Gigacasting ist kein Experiment mehr, es ist der neue Mainstream.
Die Physik bestraft den Größensprung. Ein Bauteil, das zwei Meter lang aus der Form kommt und Wandstärken von teils unter drei Millimetern aufweist, verzieht sich beim Abkühlen — das ist klassische Wärmeausdehnungsphysik und kein Prozessfehler. Der konventionelle Weg, diese Spannungen durch Lösungsglühen und Abschrecken abzubauen, ist bei solchen Dimensionen versperrt: Das Teil würde sich im Wasserbad so stark verwerfen, dass es irreparabel wäre. Die Konsequenz: Die gesamte Prozesskette muss ohne Wärmebehandlung auskommen. Das wiederum erfordert Aluminiumlegierungen, die ihre mechanischen Eigenschaften direkt aus dem Gusszustand erreichen — sogenannte aushärtungsfreie oder „warmauslagernde“ Legierungen.
Tesla, BYD, Xiaomi und andere OEMs haben eigene Legierungssysteme entwickelt und patentieren lassen. Der Wettbewerb um die optimale Zusammensetzung — hohe Gießbarkeit, ausreichende Duktilität, akzeptable Crash-Performance — ist in vollem Gange und wird auf Jahre hinaus ein zentrales F&E-Thema bleiben.
Die Schattenseite des Gigacasting. Die Technologie ist kein Selbstläufer, und es wäre fahrlässig, sie ohne ihre realen Kosten zu diskutieren. Erstens: Eine 9.000-Tonnen-Gießzelle — mit Peripherie, Vakuumsystem, Handlingrobotik und Sprühtechnik — kostet einen hohen zweistelligen Millionen-Euro-Betrag. Für mittelständische Tier-1-Gießereien ist das keine Investitionsentscheidung, sondern eine Existenzfrage. Das beschleunigt die Konsolidierung der Zulieferkette in Richtung weniger, extrem kapitalstarker Anbieter. Zweitens: Ein einteiliges Strukturbauteil kennt keinen Rückzugsraum. Wo früher ein einzelner geschweißter Knoten bei Defekt ausgetauscht werden konnte, muss heute das gesamte Bauteil verschrottet werden — mitsamt dem darin gebundenen Energie- und Materialaufwand. Drittens: Einige der aktuell verfügbaren aushärtungsfreien Legierungen liegen in Bruchdehnung und Energieabsorption noch unter dem Niveau konventionell wärmebehandelter Aluminiumgüten. Für crashrelevante Strukturen ist das ein kritischer Punkt, an dem Materialwissenschaft und Serienproduktion noch nicht abschließend zusammengefunden haben.
4. Dichtheit und Maßpräzision: Die neue Geometrie der engen Räume
Ein Elektrofahrzeug ist ein packaging-getriebenes Produkt. Jeder Kubikzentimeter Bauraum wird mehrfach belegt — mechanisch, elektrisch, thermisch. Das Druckgussteil ist in dieser Architektur nicht mehr nur Gehäuse, es ist multifunktionales Integrationselement: Es trägt den Rotor, führt das Kühlwasser, isoliert die Hochvolt-Leiter, nimmt Stecker und Sensorik auf. Jede dieser Funktionen scheitert, wenn das Bauteil die geforderten Dichtheits- und Maßparameter nicht einhält.
Die Dichtheitsanforderung ist binär: dicht oder Ausschuss. E-Motor- und Invertergehäuse enthalten interne Kühlkanäle, die mit Wasser-Glykol-Gemisch durchströmt werden — oft nur wenige Millimeter Wandstärke von der Hochvolt-Elektronik entfernt. Eine Mikroporosität, die im Verbrenner-Umfeld durch Imprägnierung zuverlässig verschlossen worden wäre, kann unter den zyklischen Temperaturgradienten eines E-Antriebs aufreißen und Kühlmittel in den Elektronikraum leiten. Die Folge: Kriechströme, Korrosion auf Leiterplattenebene, Isolationsfehler — im Extremfall ein Totalausfall des Antriebsstrangs bei Autobahngeschwindigkeit.
Die industrielle Antwort ist ein Paket aus vakuumunterstütztem Druckguss, der die Porosität bereits in der Formfüllphase minimiert, und einer anschließenden 100-Prozent-Dichtheitsprüfung — in der Regel per Druckdifferenzverfahren oder Helium-Lecktest. Das ist kein optionaler Qualitätsbaustein mehr, sondern ein integraler Teil der Serienproduktion.
Die Maßpräzision wird durch den Leichtbauzwang verschärft. Um Gewicht zu sparen, werden Wandstärken an ihre physikalische Untergrenze getrieben — 2 bis 3 Millimeter an strukturell belasteten Bereichen sind keine Seltenheit mehr. Dennoch muss das Teil bei maximaler Drehzahl des E-Motors — die schnell drehen, gerne 16.000 Umdrehungen pro Minute und mehr — formstabil bleiben. Schon eine Verformung im Bereich weniger Hundertstel Millimeter kann den Luftspalt zwischen Rotor und Stator beeinflussen und die Motorleistung merklich degradieren. Für den Werkzeugbau bedeutet das: Formstähle höchster Warmfestigkeit, engste Temperaturführung in der Gießzelle und eine CNC-Nachbearbeitung im Mikrometer-Bereich. Wer hier bei der Werkzeuginvestition spart, spart an der falschen Stelle.
5. Magnesium: Der nächste Schritt, aber noch kein ausgetretener Pfad
Dass Leichtbau im E-Fahrzeug kein nettes Beiwerk, sondern eine Reichweitentechnologie ist, hat sich in der Branche durchgesetzt. Jedes Kilogramm, das aus der Struktur genommen wird, verlängert die elektrische Reichweite oder erlaubt eine kleinere, kostengünstigere Batterie. In dieser Logik ist das Interesse an Magnesium als Konstruktionswerkstoff nur folgerichtig.
Magnesium ist mit einer Dichte von etwa 1,74 g/cm³ rund 36 Prozent leichter als Aluminium (2,7 g/cm³). Übersetzt in ein reales Bauteil heißt das: Ein Inverterdeckel, der in Aluminium 3,2 Kilogramm wiegt, könnte in Magnesium unter 2,1 Kilogramm wiegen — bei identischem Bauraum. Die Automobilindustrie hat mit Magnesium durchaus Erfahrung: Lenkradskelette, Instrumententafelträger und Sitzstrukturen aus Magnesium-Druckguss laufen seit Jahren in Großserie. Der Sprung zu großen, strukturell beanspruchten und thermisch belasteten Bauteilen — E-Motor-Endschilde, Invertergehäuse, Batterieträgerkomponenten — ist jedoch eine andere Kategorie von Herausforderung.
Die bekannten Hürden sind real. Magnesium schmilzt bei etwa 650 °C, aber seine Schmelze ist hochreaktiv: Sie oxidiert an Luft, kann bei falscher Handhabung brennen und erfordert eine Schutzgasatmosphäre in der gesamten Prozesskette. Die Korrosionsbeständigkeit ist ohne aufwändige Beschichtungssysteme unzureichend — im Motorraum mit Streusalz, Kondenswasser und Temperaturzyklen ein kritischer Punkt. Und die Fließfähigkeit in dünnwandigen, großflächigen Kavitäten stellt eigene Anforderungen an Anguss- und Temperaturführung, die sich von der Aluminiumverarbeitung deutlich unterscheiden.
China als Testfeld im Eiltempo. Der chinesische Markt — mit einem jährlichen NEV-Absatz, der mittlerweile die Zehn-Millionen-Marke überschreitet — bietet für diese Materialinnovation einen Testraum, den kein anderer Markt in dieser Geschwindigkeit bereitstellen kann. Die schiere Stückzahl und die extrem kurzen Produktzyklen (12 bis 18 Monate von Konzept bis Serie sind in China keine Seltenheit) erzeugen eine Validierungsdichte, die in Europa oder Nordamerika so nicht abbildbar ist. Westliche OEMs und Tier-1-Zulieferer beobachten diesen Prozess aufmerksam — nicht, weil sie selbst zwingend folgen werden, sondern weil die Lernkurve, die im chinesischen Markt in den nächsten drei Jahren durchlaufen wird, die globalen Materialentscheidungen der kommenden Dekade prägen wird.
Entscheidend ist die Nüchternheit der Betrachtung: Magnesium ist kein Allheilmittel und wird Aluminium in absehbarer Zeit nicht flächendeckend ersetzen. Die Werkstoffkosten liegen um ein Mehrfaches über Aluminium, die Prozesskosten ebenfalls, und die Lieferkette für großformatige Magnesium-Gussteile ist noch fragmentiert. Was wir aktuell beobachten, ist eine Selektionsphase — Anwendungen, bei denen der Gewichtsvorteil den Kostennachteil überkompensiert, werden zuerst migrieren. Alles andere bleibt vorerst bei Aluminium.
Die Elektrifizierung des Antriebsstrangs ist für die Druckgussbranche kein Technologiewechsel, der sich in einem Lastenheft-Update erschöpft. Sie ist eine Neudefinition dessen, was eine Gießerei können muss. Wer heute ein E-Motor-Gehäuse produziert, betreibt nicht einfach eine größere Druckgießmaschine — er hat eine Elektronikfertigung und eine Vakuumkammer unter einem Dach vereint, mit Qualitätsanforderungen, die vor zehn Jahren noch der Halbleiterindustrie vorbehalten waren.
Die Gießereien, die diese Transformation als Chance begreifen — die in Reinraumtechnik, Vakuumgießtechnologie, Materialforschung und metrologische Infrastruktur investieren — werden in der Zulieferpyramide der E-Mobilität nach oben wandern. Diejenigen, die hoffen, dass der Kunde mit der Zeit ein Auge zudrückt, werden feststellen, dass die nächste Generation von OEM-Lastenheften eher schärfer wird als milder. Die Frage ist nicht, ob der Druckguss sich verändern muss. Die Frage ist, welche Gießereien das Rennen um die Lernkurve gewinnen — und wie viele es nicht bis zur Ziellinie schaffen.
Kontakt für Qualitätsdienstleistungen im Druckguss: Joseph@NaiSiTong.com