
I spent 31 days on the road in March and April, visiting 63 die-casting, mould-making, injection-moulding, and equipment companies. The factories were spread across China, but the story I heard was the same one I hear from plants in Pune, in Izmir, in Busan, in Ostrava. The parts are getting better. The ambition is real. And the push into European markets has crossed the line from “maybe someday” to “right now.”
Back at my desk a few days later, I opened LinkedIn and saw three contacts — founders, export directors, quality managers I’d met on the trip — already on the ground in Germany. Not at a trade fair. In customer factories. Sorting out deliveries, negotiating acceptance criteria, closing complaints face to face. One landed in Stuttgart on a Monday morning. Another flew into Frankfurt on a Saturday night because an SQE had spotted flash on a batch of gearbox housings and the line was about to stop.
Here’s what struck me: the factories they’d left behind — the ones they run — were now running without them. A senior quality director standing on a German factory floor at 8 a.m. is not answering WeChat messages about a tooling change on Line 3 back home. The guy who knows the process best is eight time zones away, burning through airfare and hotel costs, while the root problem — whatever caused those defects in the first place — sits unattended at the source.
This isn’t a Chinese problem. It’s not an Indian problem. It’s not Turkish or Korean or Eastern European. It’s the structural reality of exporting physical goods across continents. Your parts land in Europe. The customer’s incoming inspection finds something. And suddenly you’re choosing between an expensive, disruptive fire-fighting trip and a slow, trust-eroding email chain that spans two working days per reply.
Flying a senior engineer or quality manager to Europe for a week feels decisive. It’s the move everyone defaults to. But the math rarely works out: two days gone to travel and logistics, three days of sorting and rework, and then they fly home. A week later, the next batch arrives — and the same issue is back, because nobody was home monitoring the process that produced it. Meanwhile, sorting that should have taken three days drags into two or three weeks. Airfare and hotels keep burning. The factory back home stacks up decisions waiting for the boss to return.
When die-cast parts reach Europe, the real challenge is just beginning. The moment your European customer reports a cosmetic defect, a dimensional out-of-spec, a failed leak test — you need someone standing at their production line, not someone replying to emails from twelve time zones away.
That’s what NaiSiTong delivers for exporters.
What we do
On-site sorting and rework
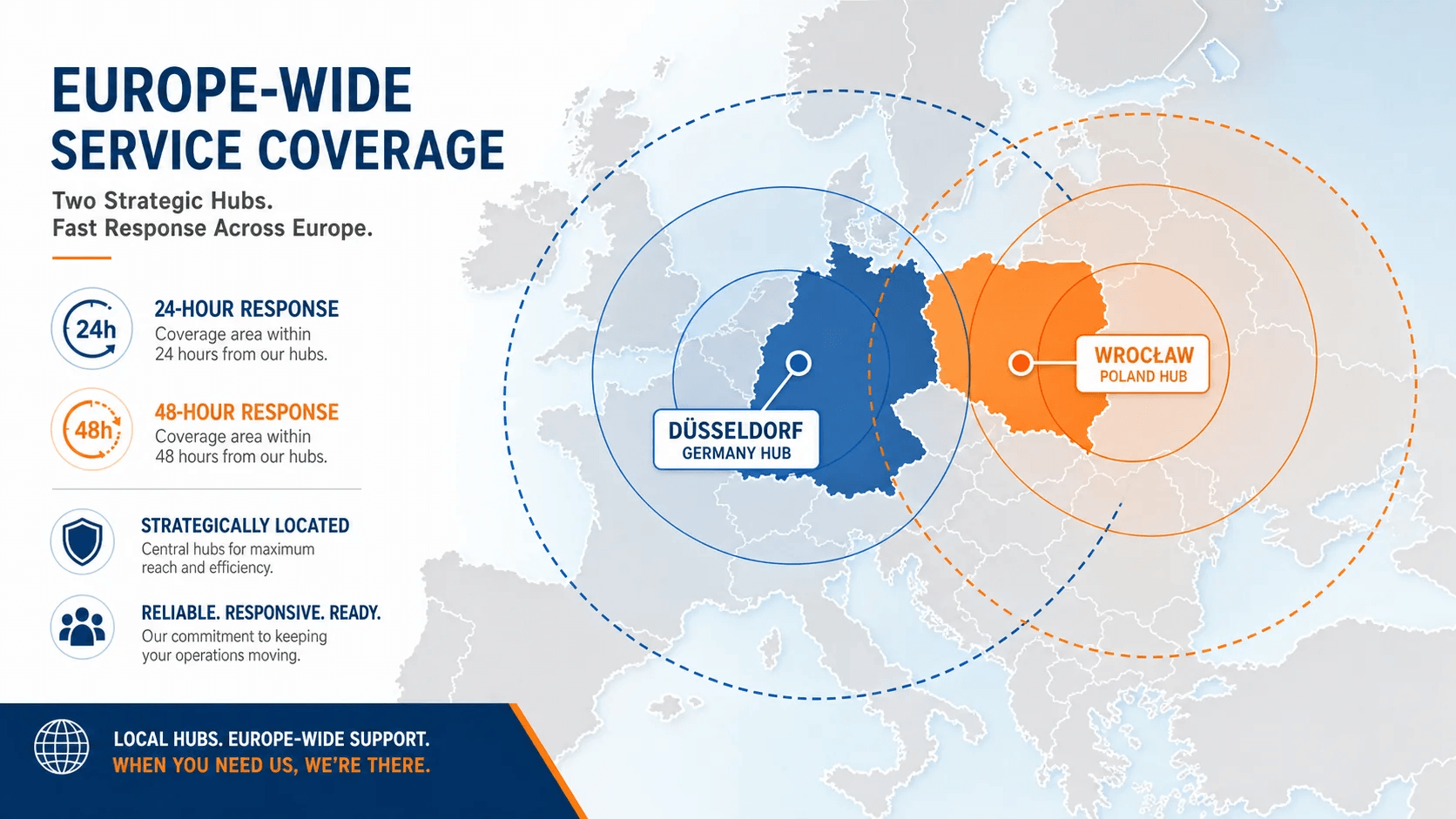
When the call comes in, we’re on site within 24 to 48 hours. Our engineers are permanently based in Germany. Our Polish node is nearing completion, which will extend full coverage across Central and Eastern Europe. The geography is deliberate: a single engineering base in Germany already covers the core automotive cluster. Adding Poland locks in fast access to every major manufacturing corridor east of Stuttgart.
This is not “sending someone with a camera.” It’s putting an engineer on the customer’s production floor who sits down with their quality team and aligns on inspection criteria face to face — before the first part is handled. Every component is judged against the customer’s specification, one by one. OK. NG. Reworkable. Data goes to you and the customer that same day.
And when a part can be salvaged on the spot — flash removed with a hand tool, a burr taken down, a thread chased — it is. The part goes into the customer’s inventory instead of onto a pallet bound for a six-week return voyage across the ocean. The production line doesn’t stop. You keep the freight cost. That’s the difference between containment and crisis.
Full-spectrum claim management
A cross-border quality claim follows a depressingly predictable script. The customer sends an email. You reply, asking for photos. The customer sends photos. You ask for more detail — was it flash or was it cold shut? The customer CCs their purchasing manager. The tone hardens. Days turn into weeks — not because anyone is stalling, but because everyone is on opposite clocks.
We take the entire cycle from the first complaint email to final closure. Here’s what that looks like:
- On-site defect assessment. Our engineer is inside the customer’s facility, examining parts against their specification. Defect type, severity grade, batch proportion — photographed, marked up, categorised the way the customer’s quality management system expects. No second-hand interpretations.
- Solution negotiation, in person, in the same room. Our engineer and the customer’s SQE are looking at the same parts on the same table, deciding together: which get sorted, which get reworked, which go back. There is no email chain where every reply takes 12 hours and introduces a fresh layer of ambiguity.
- 100% sorting and rework execution. Every single part inspected. Good parts go straight into the customer’s stock. No shortcuts.
- Structured defect data, delivered daily. Every day’s sorting results are compiled and sent to you and the customer in a format that plugs directly into their quality system. When the claim closes, you have a complete, auditable paper trail.
Two-way supply-chain matching
The service runs in both directions. While we handle quality containment on the European side for exporters based in Asia and elsewhere, we also work the reverse lane: helping European procurement teams connect with capable die-casting, injection-moulding, and tooling suppliers at the source. Factory audits, project follow-up, pre-shipment confirmation — our local teams execute on the ground where the manufacturing happens, while the German team aligns requirements directly with the European buyer.
Same logic, different direction: local presence where the work actually gets done, communication where the decisions get made.
Why NaiSiTong
Engineers who diagnose, not just document
Most people get this part wrong about on-site services. They picture the job as: show up, take photos, send a WhatsApp message. If that were sufficient, the customer’s own warehouse staff could do it.
What a European quality manager actually needs — and what earns their trust fast — is someone who can look at a defect and form an independent technical judgement. Is this cold shut or is the mould temperature too low? Is the porosity at the parting line or at the fill end? Is this a one-off anomaly or the early signal of a systematic process drift?
Our team includes multiple engineers with over a decade of hands-on die-casting experience. Three are permanently based in Germany. When one of them walks into a customer facility, they’re not learning on the job. They’re reading the defect signature the same way your own process engineer would — and they’re doing it in terms the customer’s SQE recognises and trusts.
The downstream effect is substantial. A European SQE who sees you’ve dispatched a real engineer — not a temporary labourer ticking a checklist — is far more likely to work with you on reasonable acceptance criteria. They’ll agree to rework instead of reject. They’ll accept data they can use in their own system. And the claim closes faster, which is the only metric that matters to your P&L.
Response speed that matches the urgency
| Scenario | Response time |
|---|---|
| German customer | Within 24 hours |
| EU and Schengen zone (other countries) | Within 48 hours |
| After-hours emergency call | Dedicated handler, no queuing |
There is no multi-step contract approval process standing between the phone call and the first person on the road. One call to confirm the requirements, and someone is already moving. That’s not marketing language — it’s how the service is structured. Engineers are positioned in Germany for exactly this reason: when an automotive line is about to stop, nobody has the patience for procurement workflows.
Cross-cultural communication without the translation tax
Anyone who has managed a cross-border quality dispute knows how this plays out. Technical terms get mangled across languages. “Shrinkage cavity” becomes “porosity” becomes “blowhole” — three different defect classifications in three emails, and by the third exchange the customer’s SQE is convinced you don’t understand your own process. A whole batch gets written off because the translation made the problem sound worse than it was. The parts were fine — but nobody could agree on what “fine” meant.
Core members of our team have spent more than a decade living and working in Germany. They navigate business communication and technical negotiation without the friction that costs time, money, and credibility. When you brief them in your own language — whether that’s Mandarin, Hindi, Turkish, or Polish — they translate the intent, not just the words, to the customer’s SQE. Technical terms land with precision. The standard gets aligned correctly. Parts get judged on their actual quality, not on a linguistic misunderstanding.
This matters more than most exporters realise. A batch condemned because of a translation error isn’t a quality problem — it’s a communication problem with quality consequences. We eliminate that failure mode entirely.
Proven track record with the names that matter
We provide ongoing, structured support to multiple top-tier die-casting and tooling companies. The European end customers we serve include:
- Bosch
- Magna
- ZF
- Siemens
These are organisations with rigorous supplier quality systems. They don’t accept on-site support that can’t deliver real data, real decisions, and real accountability. That we work with them regularly is the credential that matters — more than any certification or marketing claim.
A real scenario
May 6, just past midday. A die-casting customer calls with a service request. A Tier-1 plant near Wolfsburg, Germany, has received a batch of die-cast parts and found flash on multiple components. Further inspection reveals impact damage — dings and nicks from handling. The customer is demanding an immediate sort. The production line is at risk.
The factory is thousands of kilometres away. Flying someone over means visas, flights, hotels, rental cars — and even pushing everything at maximum speed, the earliest realistic arrival is a week out. Every day of waiting costs the customer production time. And pulling a senior engineer out of the plant for a week means domestic production takes a hit too. It’s a lose-lose the moment you book the ticket.
Here’s the NaiSiTong timeline:
| Time | Status |
|---|---|
| May 6, 14:30 | Confirmed complaint details and feasible approach with the die-casting customer |
| May 6, 15:00 | Factory call to lock down the problem scope, line requirements, and sorting schedule |
| May 7, 08:00 | Engineer arrived at the customer facility. Face-to-face alignment on inspection criteria with the customer’s SQE |
| May 7, 09:00 | Sorting began |
| May 8, 11:00 | Line confirmed back to normal operation. Defect rate tallied at 6.7%. Flash parts manually deburred and cleaned with an air gun — approach agreed with the customer’s SQE on the spot. Some impact-damaged parts accepted on concession as non-functional cosmetic defects. Agreement to address both issues in future production batches |
| May 15, 14:00 | New batch arrived with no flash issue. Mutually agreed with the customer to stop sorting. Final defect rate: 0.3% |
From the first phone call to a running production line: under 48 hours. From sort start to claim closure: just over one week. The factory didn’t fly anyone across the world. Domestic production never slowed. The claim closed with hard data, documented conclusions, and a satisfied customer.
That’s the difference between having someone already there and trying to teleport your quality team across eight time zones. The customer’s line doesn’t wait. Neither should your response.
How to start
You probably recognise at least one of these situations:
- A European customer just sent a complaint notification, and you’re trying to decide whether to fly someone over, recall the shipment, or find a third option.
- You already have European projects running, but the volumes don’t yet justify a full-time resident quality team — and you’re feeling the gap every time something goes wrong at the customer’s dock.
- You’re planning to enter the European market and know you’ll need a local quality-service touchpoint, but you’re not sure what that looks like or how to build it without hiring a full European subsidiary.
- Your customer has demanded containment, and you’re staring at the email wondering what the process actually requires — let alone how to execute it from the other side of the world.
Talk to us. In most cases, a single conversation clarifies the cheapest path forward. It might save you a round-trip flight to Europe and two weeks of anxiety. And it costs nothing to find out.
- Email: Joseph@NaiSiTong.com
Exporting to Europe is hard enough. NaiSiTong GmbH — manufacturing capability, delivered at European speed.